Supply chain management was once considered a backwater, but in recent years it has risen to prominence. A well-managed supply chain operation is increasingly becoming a critical factor, in the success of a company. This guide will walk you through the process of aligning retail and supply chain planning with a company’s strategic priorities, all the way to technical execution.
What is a Supply Chain?
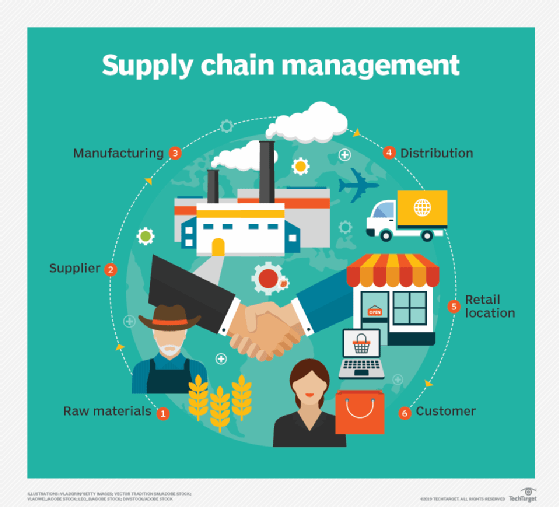
A supply chain is a network that connects a company and its suppliers in order to manufacture and distribute a specific product to the end-user. This network consists of various operations, individuals, organizations, knowledge, and resources. It also represents the steps involved in getting a product or service from its initial state to the customer.
Basically, most companies establish supply chains in order to minimize costs and stay competitive in the business world. The Supply chain management is critical because a well-managed supply chain results in lower costs and a shorter production cycle.
Supply Chain Planning
Why do you have to plan your supply chain? There are several reasons why companies plan their supply chain as seen below. A comprehensive supply chain planning mechanism can assist manufacturers with crucial operational performance factors such as inventory management, waste reduction, and also working capital optimization.
The process of effectively preparing the path of a commodity or product from the raw material stage to the final customer is known as supply chain planning. This covers several systems, including supply planning, demand planning, development planning, delivery planning, operations planning, as well as sales planning.
According to research, 79 percent of organizations with high-performing supply chains outperform other industry average in terms of revenue growth. Additionally, businesses with optimal supply chains profit from 15% lower supply chain prices, less than 50% inventory reserves, and 3x quicker cash-to-cash periods. A well-organized mechanism begins with an effective supply chain planning process.
Why do manufacturers need an efficient Supply Chain Strategy?
Manufacturers are constantly under pressure to cut costs, boost performance, and increase sales margins. As a result, they miss out on much-needed deep insights due to a lack of clear visibility into their supply chains. This also result in manual reactive operational approaches and poor planning tools. It also prevents them from developing a smooth, coordinated, and responsive supply chain plans that will allow them to achieve the desired operational excellence.
- Are demand and supply forecast numbers correct and spread across all functions, including relevant department heads and key stakeholders?
- Are inventory numbers accurately recorded during the various stages of production?
- What is the backup strategy in the event that uncontrollable variables such as natural disasters or worker problems disrupt the current supply chain?
Inside a production plant, supply chain preparation sets the foundation for all operations activities both within and outside of the facility. This involves multi-plant operations that necessitate the preparation required for the coordination of disparate production plans.
Manufacturers may lack adequate foresight and the necessary coverage required for all of the possible “what-ifs” that are capable of occurring in the absence of a well-designed supply chain plan for output. A proper supply chain plan can provide additional contingency sub-plans that can aid in the fight against common points of failure. This involves equipment breakdowns, employee absenteeism, inventory shortages, environmental irregularities, unexpected operational bottlenecks, and other factors that can upset the apple cart for an entire batch of production output.
The Process for Supply Chain Planning
To achieve optimum manufacturing targets, supply chain planning entails several steps. The following is the supply chain planning process:
#1. Management of Supplies
The management of the actual production of goods or services is the first phase in supply chain planning.
This provides answers to the following key questions:
- How does a company strike the best balance between the inflow of goods and the real demand for goods?
- How does it guarantee that it will be able to achieve its financial targets?
- So, how can it promote the best possible way for the generated demand plan to meet the requirements?
#2. Management of Demand
The next step is demand management. This is the method of anticipating or projecting future demand. This is to ensure that goods and services are supplied correctly based on the needs.
This provides answers to the following key questions:
- How can a precise demand forecast assist producers in obtaining precise sales calculations?
- How does it aid in the matching of acceptable inventory stocks based on market trends?
- Does it help to raise the overall bottom line for a specific product or service?
#3. Production Management
The following phase is production planning. This is concerned with the actual production and manufacturing processes as well as their dynamics.
This provides answers to the following key questions:
- How does the crucial aspect of production capacity preparation assist in determining actual on-the-ground operations on the factory floor?
- How can manufacturers go about allocating enough worker resources?
- So, how do they better plan supplies while still allocating critical resources and assessing the output potential for a particular unit?
#4. Operating Strategy
The move that addresses the need to establish clear operational processes for an efficient supply chain feature is operations planning.
This provides answers to the following key questions:
- How can efficient scheduling aid in defining the timetable and resources required to conduct and complete the organizational analysis?
- How do manufacturers go about gathering information? Including different data collection methods based on the type of operations that planners want to access?
- So, how can an accurate gap analysis, which includes performance monitoring, identification, cost-benefit analysis, and final comparison, be carried out?
#5. Sales Management
The next stage is sales preparation. This involves a regular integrated operations and warehouse management process. This can assist the company in focusing on key supply chain drivers.
This provides answers to the following key questions:
- How do companies effectively incorporate crucial factors such as actual revenue, product/service promotion, demand coordination, production planning, creativity and new product launch, overall inventory control, and so on into their final plan?
- How do they ensure that the organization’s manufacturing, distribution, and buying processes efficiently meet final consumer demand?
Efficient Supply Chain Planning Strategies
#1. Planning based on Demand and Real-time Insights
Supply chain strategies that are solely motivated by demand are often more competitive than those that are not.
The main indicators are as follows:
- Using reliable forecasting tools as the foundation for supply chain planning would ensure a comprehensive view of all networks.
- This would ensure successful risk control, such as natural disasters, staff absenteeism, supplier unpredictability, and so on.
- Organizations may use real-time analytics for demand prediction. This is to adjust their pricing strategies to drive sales growth, increase margins, add new product lines, and cope with restricted supply scenarios.
- In addition, companies can now use the Internet of Things (IoT) technology, artificial intelligence, machine learning, and cloud-based applications to gain insights into real-time inventory monitoring, allowing them to exploit an agile demand-driven supply chain.
#2. Integrated Execution + Intelligent Planning for an Agile Supply Chain
When companies gain clarity on demand forecasting aspects, they must then adjust their supply chains to evolving business scenarios. Thus, changing opportunities, and potential alternatives.
The main indicators are as follows:
- Manufacturers can build a smart system that is responsive to evolving customer demands. This is by implementing agile planning techniques and continuously fine-tuning factory operations.
- This enables direct responses, reactions, and techniques to be implemented in order to keep up with external changes.
- Manufacturers profit from increased visibility across the system, seamless warehousing and distribution, predictable procurement, storage, and transportation, and accurate decision making as a result.
- This also provides the required analytical insights as well as the requisite technological capabilities to react faster, better, and smarter.
#3. Sales, Operations, and Strategic Business Planning Integrated for better Alignment
Although the goal of sales and operations planning is to run all manufacturing processes together like a well-oiled machine with good coordination among sales, distribution, logistics, and so on, this does not always happen.
The following are the main indicators:
- There are often disconnects between finance, policy, and operations in manufacturing companies with hundreds of processes operating in parallel.
- A great way to solve this is to use a unified business planning approach that incorporates all individuals, procedures, and technology components during the strategy and planning phases.
- This contributes to the development of a healthy supply chain forecasting framework by incorporating finance and accounting processes for important data-driven business decisions.
Furthermore, all critical processes are well-knit in this manner to ensure that operational strategies are in line with financial targets, as well as real-time visibility into all critical dimensions for business performance such as demand, supply, marketing, warehousing, development, and so on.
#4. Focus on Product Management Decisions + Appropriate Product Design for Profitability, Innovation & Diversification
Product-oriented actions frequently have a direct effect on an enterprise’s level of innovation and profitability.
The following are the main indicators:
- Since innovation occurs only through successful cooperation and not in isolation, it is critical to ensure that goods are produced at the appropriate cost, location, and time.
- Making the right decision early in the product life cycle can affect demand-supply dynamics, efficient capacities, and operational efficiencies.
- Furthermore, the extent of product innovation is directly linked to the suppliers chosen and the technological capabilities deployed.
- Accurate decisions can be taken to ensure a stable bottom line by efficiently controlling the amount of knowledge, people, and processes during the product life cycle.
- This is easily accomplished by smooth and straightforward communication through the end-to-end supply chain loop, which includes demand, actual production, consumers, producers, and suppliers.
#5. Sustainable, Reliable & Predictable Supply on a Continuous Basis
All of the above methods would only be effective if there is a consistent and efficient supply of products or services to help fulfill agreed-upon customer SLAs.
The following are the main indicators:
- In the absence of this, manufacturers can end up hoarding excessive inventory stocks, which can lead to increased operating costs, harm, and even supply shortages.
- Furthermore, it is difficult to establish a long-term effect across the supply chain itself in the absence of sustainability as a key strategic feature in the strategy.
- Manufacturers can build efficient end-to-end operations by implementing a continuous supply chain improvement and operational excellence strategy that is well-connected, effective, and sustainable.
Advantages of a well-executed Supply Chain Planning:
A well-balanced supply chain planning mechanism that touches all of an organization’s sales-driving factors will help increase overall competitive advantage. This has a major impact on the company in many ways:
#1. Throughput Improvement
A well-planned supply chain has a significant impact on an organization’s ability to maximize production volume. Thus, it results in higher throughput, higher yield, and superior performance.
#2. Execution + Better Operational Efficiency
Related knowledge about consumer demand and market conditions lets manufacturers make strategic decisions that directly affect operating capability through supply chain planning. This assists in increasing efficiencies and becoming more flexible in responding to customer demands.
#3. Cost Reduction
A good supply chain strategy can directly help reduce many costs, such as inventory costs, unplanned breakdown/damage costs, shipping costs, operating running costs, and so on. Manufacturers see changes in system responsiveness, customer/vendor partnerships, technical problems, and so on.
#4. Improved Resource Allocation
Manufacturers become more aware of real resource distribution across the operations value chain as a result of successful supply chain planning. They make better-informed decisions about resource scarcity/overabundance. This could save them millions of dollars by directing efforts in the right direction.
#5. Reduction of Operational Delays
A well-planned supply chain with effective two-way communication and coordination will significantly minimize operational delays in the processes. When everyone involved understands their position and duties, repetitive procedures can be avoided. Also, problems such as late shipments, logistical confusion, and delivery delays can be fully eliminated.
The Influence of AI-Powered Supply Chain Planning
Manufacturers stand to benefit in a variety of ways as IoT and artificial intelligence (AI) lead technologies gain traction, especially in the global logistics and supply chain management industries. The rapid advancement of artificial intelligence, machine learning, and data science has the potential to cause significant disruption and substantial innovation in these industries.
About supply chain preparation, AI will significantly assist in lowering supply chain prices, handling inventory, and avoiding possible bottlenecks. AI in manufacturing will assist in gaining new insights into a variety of areas. This is to increase efficiency and maximize capital. As a result, manufacturers will develop more agile, versatile, and profitable supply chain plans to meet consumer demands for products and services.
The process of removing bottlenecks around the supply value chain to ensure manufacturers can efficiently reach their sales goals is one such significant application of AI in supply chain planning.
What is the future of the supply chain industry?
Well, that’s a tough one to predict, but one thing’s for sure – it’s looking bright! With advancements in technology and an increased focus on sustainability, the supply chain industry is poised for a lot of growth and innovation. Who knows, we might see drones delivering packages in the near future!
What is the role of data analysis in the supply chain?
Data analysis is like the GPS of the supply chain. It helps guide companies in making informed decisions and identifying areas for improvement. By analyzing data such as shipping times, costs, and customer satisfaction, companies can optimize their supply chain operations and drive better results.
How does globalization impact the supply chain?
Globalization has opened up a whole new world of opportunities for supply chain management. With access to a wider range of suppliers and markets, companies can source materials and products from all over the world, which can lead to lower costs and increased efficiency. On the flip side, it also means that supply chains are now more complex and harder to manage, with factors such as currency fluctuations and political instability to consider.
What is the importance of sustainability in the supply chain?
Sustainability is no longer just a buzzword – it’s a critical aspect of supply chain management. Companies are now realizing that they have a responsibility to minimize their impact on the environment, and that starts with their supply chain. By implementing sustainable practices, such as reducing waste, conserving energy, and using eco-friendly materials, companies can not only help protect the planet but also improve their reputation and bottom line.
What is the role of third-party logistics in the supply chain?
Third-party logistics providers, or 3PLs, are like the hired guns of the supply chain. Companies partner with them to outsource certain aspects of their logistics operations, such as transportation, warehousing, and order fulfillment. By working with a 3PL, companies can save time, reduce costs, and gain access to specialized expertise and technology.
What is the difference between push and pull supply chain systems?
Push and pull supply chain systems refer to the way that products are manufactured and distributed. In a push system, production is based on forecasts and sales projections, with products manufactured and stored in advance. In a pull system, production is based on actual customer demand, with products manufactured and delivered as needed. Companies often use a combination of the two, depending on the type of product and market demand.
Supply Chain FAQs
What are the 5 basic steps of supply chain management?
The Top-level of this model has five different processes which are also known as components of Supply Chain Management – Plan, Source, Make, Deliver and Return
What is supply chain in simple words?
A supply chain is a network between a company and its suppliers to produce and distribute a specific product or service. … The functions in a supply chain include product development, marketing, operations, distribution, finance, and customer service.
What is supply chain and why is it important?
Supply chain management deals with how businesses turn raw materials into finished products and then transport and distribute those products to consumers. Supply chains are systems that link organizations to their suppliers, allowing them to produce and distribute goods and products
What are the benefits of supply chain?
Here’s a look at eight of the most important benefits of effective supply chain management.
- Better collaboration. …
- Improved quality control. …
- Higher efficiency rate. …
- Keeping up with demand. …
- Shipping optimization. …
- Reduced overhead costs. …
- Improved risk mitigation. …
- Improved cash flow.